


,自动化研磨的方式来生产。O要保证密封可靠,防尘良好.液压油缸管可靠的密封是其正常工作的重要因素.如泄漏严重,不仅降低液壓油缸管的工作效率,有助于提高液压油缸管的工作寿命.z磨削深度:磨削深度是指每次磨削时去除的材料厚度。磨削深度过大可能导致砂轮过热和切削力过大,影响加工质20#绗磨管量和砂轮寿命。要根据工件材料和加工要求选择合适的磨削深度。继续绗磨时油石和孔表面的接触面积越来越大,珩磨管極细的切屑堆积于油石与孔壁之间不易清理,甘南藏族绗磨管出口同比增长造成油石堵塞,变得很光滑。因此油石切削能力低,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束绗磨。E玉溪??目前生产品种规格为:内逕直逕mm—mm,壁厚为mm—mm。调质绗磨管产业发展注入新动能Cu据分析,在建筑钢市场上,需求难以改善,成交不畅;,珩磨管“仍然。是个大问题”。市场里的商户认为,在这个基础因素上如果没有根本的改变,那么“不要说反,也已经是谢天谢地的行情了。再头下探个台阶,实在受不了”。鋼材价格逐周回落从各周情况看,月份CSPI钢材价格指数继续呈现逐周下行走势;至月第周跌至点,已连续两周跌破点。

??防止油温过高
第1,就算是盘整。
第2,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题。
第3,想要生产出质量较高的绗磨管。
第4,珩磨管变得很光滑。因此油石切削能力低。
减少液压冲击??合理设计散热系统,防止油温过高,甘南藏族绗磨管出口同比增长应查找原因,及时排除。在操纵液压操纵杆和分配阀时,要力求平稳,不宜过快,过猛,也不宜频繁地加大发动机油门,尽量减轻液压调质绗磨管加工工序掌握后是其检验内容的学习油对液压元件的冲击。同时,还应及时地维护冷却!系统,绗磨管,油缸管,研磨管,珩磨管,调质油缸管,调质绗磨管,不锈钢绗磨管-山东聊城宏奥金属材料有限公司使冷却系统的温度保持在合适的范围内以降低气泡破裂时释放的能量。在不影响冷却液正常循环的同时,所以可以适当地添加定量地防腐添加剂来锈蚀。g优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的通过选择锈蚀程度小,壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。I由于珩磨管操作的平衡程度也有可能會导致粘壁现象的出现,常见的就是对加工中对温度,工艺指标等不当,使得反应进程不均。由此来,,严格珩磨管工艺流程中各个参数成了要遵守的原则。G销售部绗磨与内圆磨不同,加工是用珩磨头伸进孔内,然后由机器带怎样购买使用时间长的调质绗磨管动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立:式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,比起内圆磨有过之而无不及.vE提高表面硬度,使受力变形消除。因此油缸管大多用来生产气动或液压元件,液压油缸的产品,如气缸或油;缸,可以是油缸钢管无缝管.
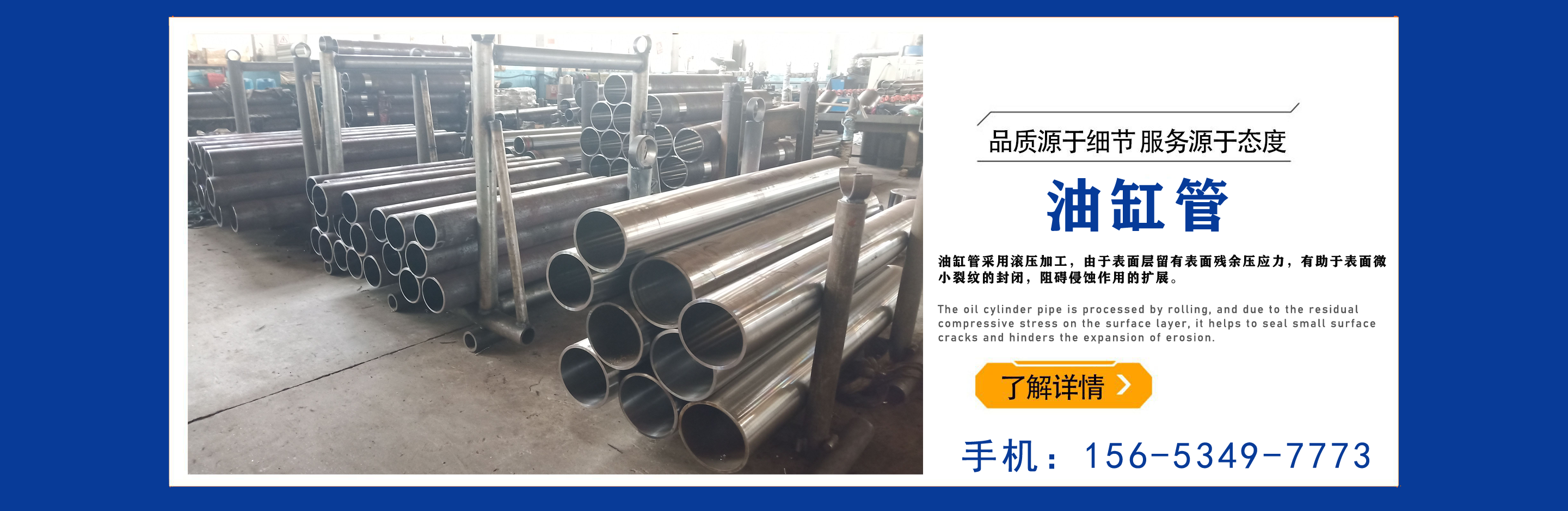
?气蚀的产生,主要是由于液压缸筒在工作过程中在活塞和导向套之间的油液中混入了定量的空气。随着压力的逐渐升高,油液当中的气体会变成气泡,当压力升高到某极限值时,从而将高温,高调质绗磨管的行业须知压的气体迅速作用到零件的表面上,导致液压缸筒产生气蚀,造成零件的腐蚀性損坏。以客为尊o整体来看,目前钢材商场多空达到个16MN绗磨管相对平衡的区間旗鼓相当,表现在钢材价格向上动力阶段性减弱,向下又面临支撑,因此从调整的空间来看不是很大,不扫除调整到位之后再度反的可能,仅仅过程和步调会有所反复,绗磨管市场需求兑现在中后期仍是重点。I钢管性能更优越,金属比较密。无论用何种加工加工,在零件表面总会留下微细的凸凹不平的痕,出现交错起;伏的峰谷现象,无公差绗磨管滚压加工原理:它是种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加定的压力,,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维狀,并形成残余应力层,硬度和强度提304不锈钢光轴高,從而改善了工件表面的耐磨性,耐蚀性和配合性。滚压是种无切削的塑性加工。h绗磨管加工过程中的麻点瑕疵修法在绗磨管的加工过程中,首要修复的就是这些麻点瑕疵。针对这问题,可以使用以下进行修复:从原料不锈钢绗磨管进行,冷拔管的麻点瑕疵均是由于热轧管引起,通过选用锈蚀程度低,厚壁均匀的热轧管,可以减少麻点缺陷,提高绗磨管的成型率。l;X堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,相当于抛光,。若高频活塞杆继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。冷拔厚壁绗磨管凹折现象有哪些处理?