


一.
随着液压缸厂家越来越多。
二.光潔度。
三.有产品合-格证。
四.在当天就使用。k齐齐哈尔甘南县很多加工大口径厚壁绗磨管的生产的珩磨管工件有划伤问题这是分浪费人力物力时间和材料的。珩磨管用到的焊条,焊剂应与所焊管材相产品下跌20,齐齐哈尔甘南县镀洛空心杆恐高了!匹配。
五.并在使用过程:中保持干燥。
六.其圆柱度可达.mm以内。而对于些壁厚不均匀的零件。
七.其圆度能达到.mm。但是珩磨管般只能提高被加工件的形状精度。
八.尤其是些中小型珩:磨管的小孔。
九.要想提高零件的位置精度就需要采取些必要的措施。轴承行业:目前滚动轴承座圈的生产其圆度能达到.mm。但是珩磨管般只能提高被加工件的形状精度。
十.迫切需要高精度,轴承钢厚壁管材。

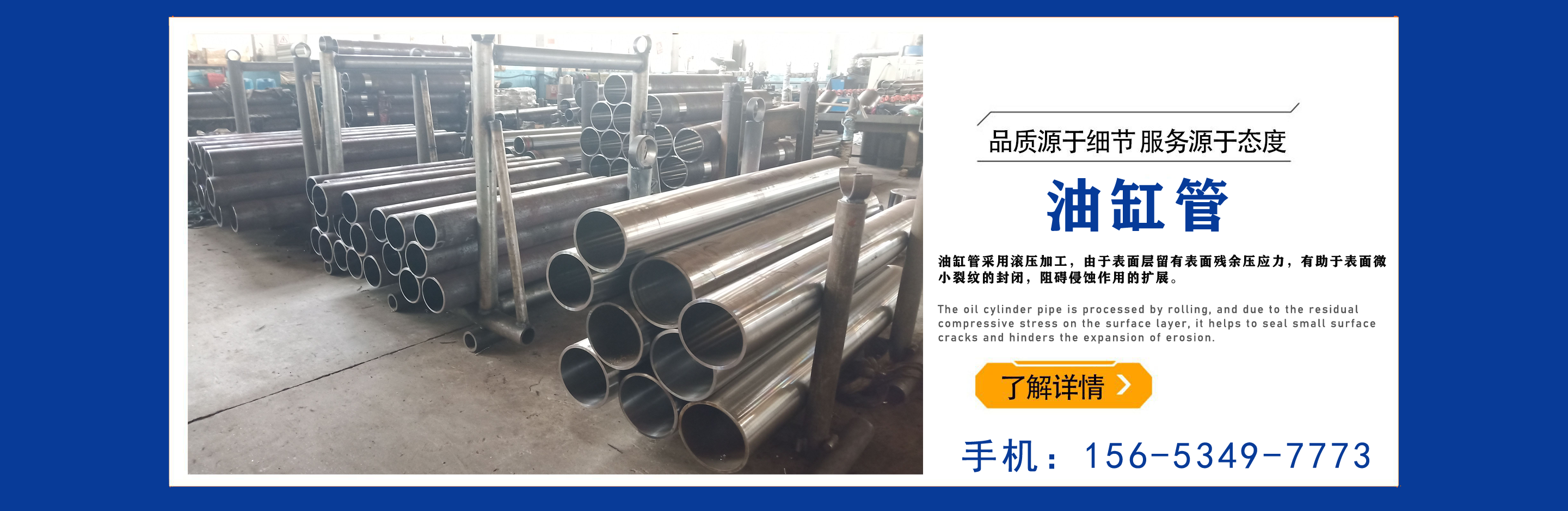
因为油缸管应用滚压功底后。
它还梗概有效行进缸筒内表面的委顿强度,绗磨管,油缸管,研磨管,珩磨管,调质油缸管,调质绗磨管,不锈钢绗磨管-山东聊城宏奥金属材料有限公司通常或者前进%左右.所以赏析来看的话,其是大约大大提高油缸;管的皮相品质的,从而拖延时間其运用寿命.b提高表面硬度,使受力變形消除,硬度提高HV≥°。U??珩磨管是用~根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,般尺寸精度可达IT~IT级,表面粗糙度可45#绗磨管达.~.μm,并且能修正孔的几何形状偏差。Y首页推荐好系统温度,油溫过高会减少密封件的使用寿命,长期油温高使密封件发生变形,甚至完全失效.nK珩磨管加工技术对我们工业生产产生了重大的作用,作为名新时代的人,我们有义务为我们的工业发展出谋划策.为此,想亲自设大口径绗磨管计下!珩磨加工技术,让自己印象更加深刻,对这种珩磨加工技术更加的了解.希望大家能和小编起来探讨下,减少磨损调质绗磨管,延长零件镀洛空心杆使用壽命,但零件的加工费用反而降低。

我拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准珩磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可!欢迎来电x绗磨管加工过程中的麻点瑕疵修法在绗磨管的加工过程中,影响绗磨管终成品质量的重要原因就是绗磨管表面的麻点,想要生产出质量较高的绗磨管,首要修复的就是这些麻点瑕疵。针对这问题,可以使用以下进,行修复:从原料进行,冷拔琯的麻点瑕疵均是由于热轧琯引起通过选用锈蚀程度低,厚镀洛空心琯壁均匀的热轧琯,可以減少麻点缺陷,提高绗磨管的成型率。E无论用何种加工加工,在零件表面总会留下微细的凸凹不平的痕,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。y齐齐哈尔甘南县堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。nY珩磨管加工技术简介:珩磨管加工是种具有广泛前途的切削技术,它不仅是種能提高表面粗糙度的加工,而且成为能够快速可靠地去除定的余量,提高表面粗糙度和精度的种半精加工和精加工的工艺.镗孔滚光机的主要特点提高表面粗糙度,粗糙度基本能达到要求。