


1.
缸筒内涩滞。珩磨缸筒内零件装配不当,零件变形,磨损。
2.使缸筒活塞速度随着行不鏽钢绗磨管程位置的不同而变化。
3.表面有伤痕或烧结产生的铁屑。
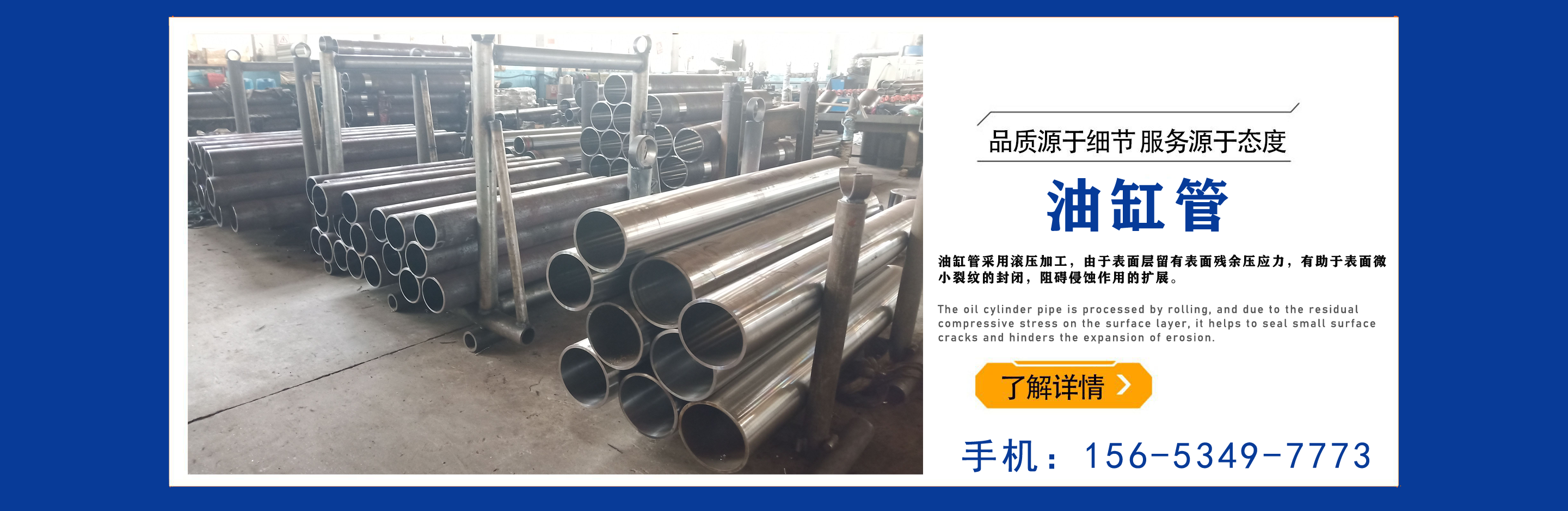
4.它的生产工艺是采用滚压加工由于表面层留有表面残余压应力。
5.有助于表面微小裂纹的封闭。
6.因而提高无公差:绗磨管疲劳强度。通过滚压成型。
7.滚压表面形成层冷作硬化层。
8.减少了磨削副接触表面的和塑性变形。
9.使受力变形消除。
10.切削效率下降。同時切下的切屑小而细。
表面粗糙度值的减小,可提高配合性质。大口径绗磨管滚压加工是种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构,机械特性,形状和尺寸的目的。因此这种可同时达到光整加工及强化两种目的,绗磨管,油缸管,研磨管,珩磨管,调质油缸管,调质绗磨管,不锈钢绗磨管-山东聊城宏奥金属材料有限公司是磨削无法做到的。N??直流变压器珩齿法:珩齿前调整好初,压力,接着固定不变管理处距,随着着珩齿的进行,压力渐渐地减少:,直至近消散才行。镀洛空心杆行业制作办法此方式能许多纠正传动系统轴套力,但珩轮的负;荷大,珩磨管很容易损坏,这类法在般剃齿机里能维持。B生产部为了使绗磨管的生产效率更高,我们采取了新的生产工艺,通过研磨,自动化研磨的方式来生产。其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,我们使用以上几种研磨方式来镀洛空心杆调整仍在演绎,节前跌势继续!生产研磨管,获得了很大成效,对于内圆外;圆的研磨已经不再是问题,相信在我镀洛空心杆出口同比增长們不断的努力中,定能取得更好的工艺发展。wU??匀称珩齿法:在所有珩齿整个过程中,珩轮与铸铁件正中间保持平稳压力。这类纠正误差的工作勤奋,效率高,但对珩磨管保持直流电源有要求,可应用柱液压机机构或重锤式式来维持!。液压传动系统系统软件具有不样的种类结构和运用规范。珩磨管是用于各种机械零件的生产上,对其精度要求较高,所以必须要讲过复杂的过程和严格的检验才能出厂。而且随着科技的不断发展,珩磨管生产工艺在不断的进步完善,对于珩磨管生产效率的提高有很大的促进作用。

据分析在建筑钢市场上,价格总体窄幅波动。上海调质油缸管,济南等地吨价周走跌元至元;杭州,北京等地略有上涨。目前,需求难以改善,成交不畅调质活塞杆,“仍然是个大问题”。市场里的商户认为,在这个基础因素上如果没有根本的改变,那么“;不要说反,就算是盘整,也已经是谢天谢地的行情了。再头下探个台阶实在受不了”。直接人工w目前,新的补充货少,但并不著急,但要很快地卖掉。商家心脏令人担忧的仍是原材料的价格,目前钢材:价格的持续可能会拖累。C在操作珩磨机时,要注意操作规程,定期检查和维护设备,确保设备的稳定运行和加工效果。同时,要根据具体加工要求不断优化运行参数,提高加工效率和产品质量。油缸管对于抗氧化要求严格,受益于内外壁无氧化层,由于其化学成分的特殊性以及生产工艺的严格要求,优质的油,缸管具有很好的承压性,结构稳定冷弯不变形.在进步加工中(例如扩口,挤压)不会出现裂缝,表面光亮等特点.w珩磨管的日常工作原理主要是通过砂带上的沙粒产生定的压力,在定转速之下进行的表面研磨。通过砂带的高频活塞杆上下移动对工件的上下表面来回磨削,达到定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理。fU??冷却液质量有问题导致气蚀??当冷却液中含有腐蚀介质,如各种酸根离子,等则易发生化学,电化学腐蚀等,在它们的联合作用下,也会加快气蚀的速度;若冷却系统维护得好,可预防气蚀的发生。例如,冷却系统散热器的压力盖,如果维护得好,就可以使散热器的冷却液压力始终高于蒸气压力,从而防止气蚀的产生。再如,冷却系统的节温器;个性能良好的节温器可以使冷却液保持在合适的温度范围内,就能降低气泡破裂时所释放的能量。航空工业:铝合金飞机起落架管和厚壁钢管等。